 鄂公網安備42130002000500號
鄂公網安備42130002000500號-
 熱線
熱線
-
 微信
微信

e-PSP鋼塑複合壓(yā)力管與PPR管的連接需采用過渡技術,因(yīn)兩者材質和熱膨脹係數差異(yì)較大(PPR管膨脹係數約1.8×10⁻⁴/℃,e-PSP管為(wéi)1.2×10⁻⁵/℃),直接熱熔(róng)易導致接口泄漏或失(shī)效。以下介紹智能電磁熔接+過渡管件連接方法(fǎ)及(jí)操(cāo)作要點(diǎn),適用於同材質e-PSP管之間(jiān)或與雙熱熔過渡管件的PPR端連接。
用專用切管器垂直切割(gē)e-PSP鋼塑複合(hé)壓力管材,確(què)保端麵平整無毛刺。
清潔PPR管與過渡管件的熔接麵,去除油汙(wū)及灰塵。
選擇帶PPR接口的雙熱熔電磁管件(jiàn)(如e-PSP→PPR熱(rè)熔(róng)轉換接(jiē)頭)。
將PPR管接入e-PSP管件的PPR端(熱熔(róng)或(huò)借助螺紋管件),e-PSP管(guǎn)插入管件的e-PSP端。
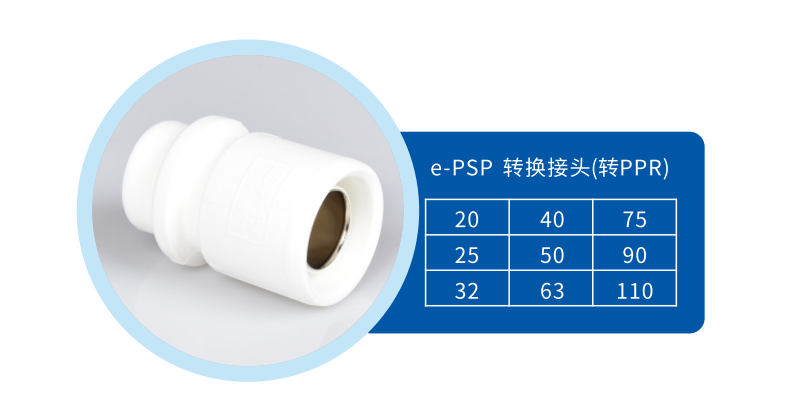
e-PSP轉換接頭(如下圖)

用e-PSP鋼塑複合壓力管智能(néng)電磁熔接器夾住管件與e-PSP管連接處。啟動設備,高頻電(diàn)磁場(20-30kHz)加(jiā)熱(rè)中間鋼帶,使內外層PPR熔融(260±10℃),熔(róng)接時間約幾十秒至(zhì)數(shù)分鍾(因管徑大小而異)。
保持壓(yā)力冷卻5-20分(fèn)鍾,形成全塑密封接頭(tóu),強度達管體90%以(yǐ)上。
杜絕端麵腐蝕風險,壽命50年;適用於管井(jǐng)、高空等狹小空間。
物理性能衝突:直接熱熔會導致(zhì):熔融溫度差異(PPR熔(róng)點為260℃,e-PSP鋼塑複合壓力管外層PPR熔點(diǎn)相同(tóng)但鋼層導熱快)。
冷卻收縮率不同,接口應力開裂風險>60%。
建議優先選用e-PSP鋼塑複合壓力管原廠雙熱熔過渡(dù)管件配套施工,確(què)保係統兼容性。




